


 扫一扫
扫一扫


焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加 30~100% ,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。



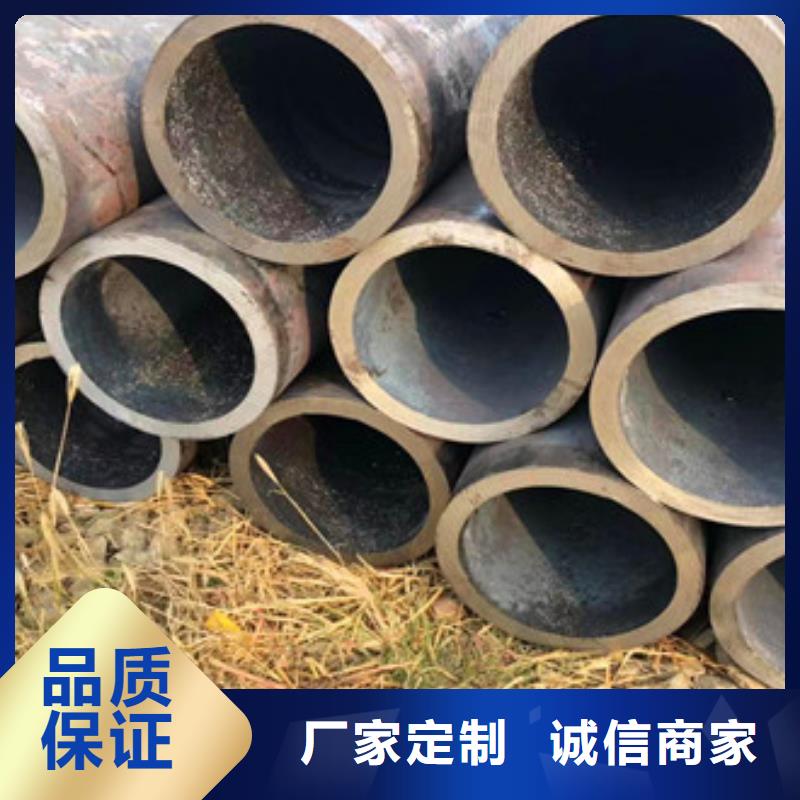
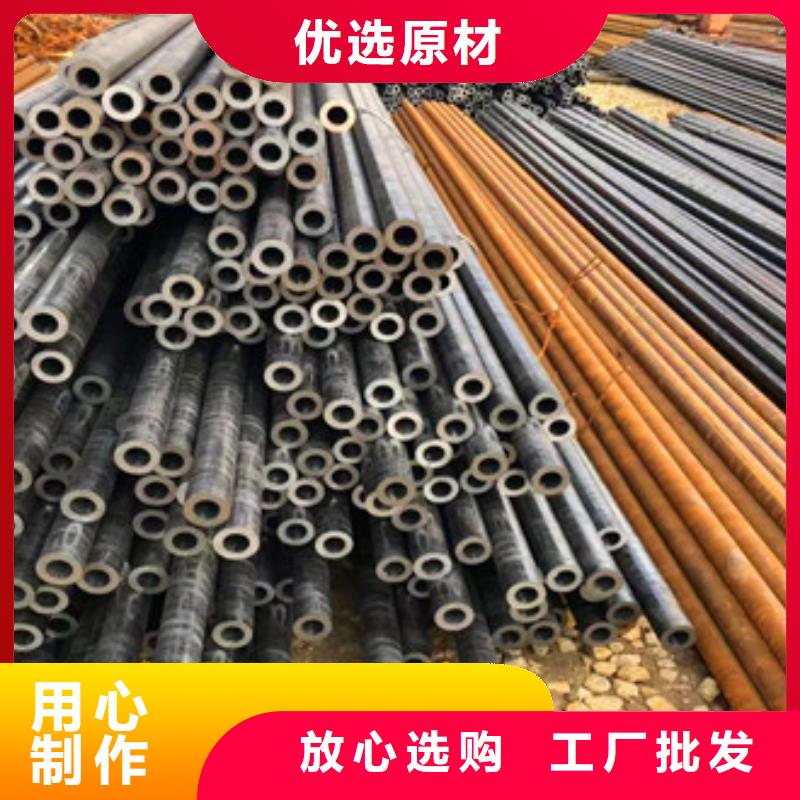
天祥钢管有限公司是一家专用从事 咸阳异型管现货的企业,公司位于大东钢管城6号。 本公司主要生产: 咸阳异型管现货,产品畅销29个省(市、自治区),深受广大用户的信赖。 在新世纪新时期,随着经济全球化的加剧,对中国企业的要求越来越高,企业生产的产品不仅要有可靠的质量保证,而且还要借助当今的经营管理方法,广告营销手段整合公司一切资源优势,才能使企业在竞争日趋激烈的市场环境中立于不败之地。营销网络是企业对内对外终端的触角,也是对用户完善服务的保障。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!

| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 热 轧 法 | 在自动轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔 | 在带回送辊的二辊式轧 管机上带短顶头轧制 |
| 在周期轧管机组上 轧制 | 圆钢锭或管坯在二辊式 穿孔机上穿孔; 方形或多角形钢锭在水 压机上穿孔 | 在带变断面孔型的周期 轧管机上带长芯棒轧制 | |
| 在连续式轧管机组 上轧制 | 圆管坯在三辊或二辊式 穿孔机上穿孔; 连铸方坯或方钢锭在二 辊式压力穿孔机上穿孔 | 在7~9架连轧管机上长 芯棒轧制; 附带张力减径机 | |
| 在三辊轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔; 连铸坯在三辊式穿孔机 上穿孔 | 在三辊式斜轧机上带长 芯棒轧制 | |
| 在延伸轧管机组上 轧制 | 在二辊式穿孔机上穿孔 | 在带圆盘形拉力导辊的 二辊斜轧机上带长芯棒 轧制 | |
| 在行星式轧管机组 上轧制 | 采用铸造空心管坯 | 在行星式轧管机上轧制 | |
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 顶管法 | 在水压机上冲成杯形毛 管 | 在顶管机上顶制 | |
| 挤压法 | 管坯加热后在挤压机上 挤压成型 | 可继续轧制或拔制 | |
| 冷轧法 | 用热轧管料在冷轧管机 上轧制 | ||
| 冷拔法 | 用热轧或冷轧管料在冷 拔机上拔制 | ||
| 炉 焊 | 链式炉焊 | 加热的管坯通过焊管模 成型 | 成型同时焊接 |
| 连续炉焊 | 加热的管坯在辊式成型 焊接机上弯曲成型 | 成型同时焊接 | |
| 电 焊 | 电阻焊 | 在辊式成型机上连续弯 曲成型 | 在电阻焊管机上焊接 |
| 电弧焊 | 在压力机上压制成型或 在辊式弯曲机上卷曲成 型(直缝),在成型机上连 续弯曲成型(螺旋缝) | 在埋弧自动焊管机上焊 接 | |
| 电感焊 | 在辊式成型机上连续弯 曲成型 | 在电感焊管机上焊接 | |


技术支持:cdlgp.com