别再纠结于文字描述了,观看视频,让(隆回)(本地)珩磨管63活塞杆货到付款产品为你展现真实魅力!
以下是:隆回(隆回)(本地)珩磨管63活塞杆货到付款的图文介绍
(本地)珩磨管63活塞杆货到付款")
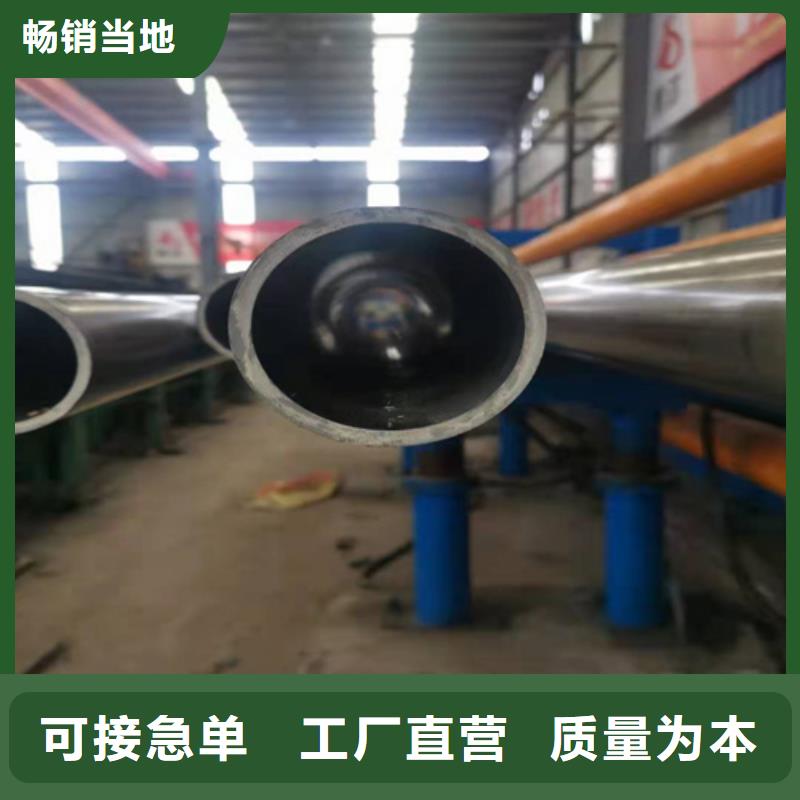
珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。
(本地)珩磨管63活塞杆货到付款")
(本地)珩磨管63活塞杆货到付款")
珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
(本地)珩磨管63活塞杆货到付款")
(本地)珩磨管63活塞杆货到付款")
(本地)珩磨管63活塞杆货到付款")
如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
(本地)珩磨管63活塞杆货到付款")
(本地)珩磨管63活塞杆货到付款")
(本地)珩磨管63活塞杆货到付款")
购买须知
一、起订量:我公司 缸筒、产品有库存标准款和定制款,定制款可来图,或者根据您的需求定制。
二、报价:价格根据客户 缸筒、下单数量以及材质、尺寸、颜色等要求核算,网上报价为参考价格。
三、下单方式:下单以双方签字盖章的合同为准。
四、付款方式:银行转帐汇款,30%预付款,尾款付清发货。
五、货期:根据 缸筒、生产任务排单,正常交货时间为收到定金起1-20天。
六、运输方式:物流或者快递送货上门,物流费用我公司承担。
七、售后服务: 缸筒、售出若无质量问题,概不退换;若为本公司 缸筒、产品质量问题,本公司负责维修或者退换,所产生费用本公司负责。
八、其他未尽事项由双方协商解决
(本地)珩磨管63活塞杆货到付款")
(本地)珩磨管63活塞杆货到付款")



 扫一扫
扫一扫